拉延是利用拉深模使平面板料變為開口空心件的沖壓工序。作為典型汽車覆蓋件沖壓工藝的首道工序,拉延工藝的優劣將直接對汽車覆蓋件外觀質量以及后續的工藝設計產生影響。文章以典型鋼板汽車覆蓋件為研究對象,結合實際生產經驗,從常用板料、沖壓方向、工藝補充注意點、拉延筋四個方面詳細介紹了拉延工藝設計要點,分析了拉延工序中常見質量缺陷及避免方法,對典型鋼板汽車覆蓋件同步工程分析、模具設計及調試等具有一定的參考價值。
前言
伴隨著汽車產業的快速發展,人們對汽車覆蓋件的實用性、可靠性和美觀性的要求越來越高,拉延工序作為車身覆蓋件成形過程最關鍵的工序,其設計的是否合理將直接影響汽車覆蓋件的外觀質量及新車型的開發周期,因此,對汽車覆蓋件拉延工序進行分析,將有利于縮短模具設計時間,提高覆蓋件外觀質量,從而提高企業競爭力。
拉延工藝設計是決定汽車覆蓋件能否順利成形的關鍵,也是拉延模具設計與制造的基礎,對產品的質量、成本、生產效率和模具的使用壽命有直接影響。汽車覆蓋件拉延工藝設計過程復雜,需要不斷的嘗試、分析及決策,對工藝設計者的經驗要求較高,設計周期較長,難度較大。
汽車覆蓋件拉延工藝設計主要包括五個方面,分別為板料的選取、沖壓方向的設定、壓邊圈的設計、工藝補充的設計、拉延筋的設計,每一個方面均會影響最終拉延件成形質量,因壓邊圈的設計大多隨沖壓件的形狀,在此不再贅述。本文主要從板料的選取、沖壓方向的設定、工藝補充的設計、拉延筋的設計四個方面介紹側圍、翼子板、四門兩蓋、頂蓋這些典型鋼板汽車覆蓋件的拉延成形工藝。
1 側圍外板拉延工藝介紹
1.1側圍外板常用板料
側圍外板成形工序一般為4-5序(不包括落料),為保證面品質量及降低調試難度,目前大多數側圍均按五序完成。因側圍形狀復雜,拉延深度較深,因此常用的板料為力學性能較好的DC56D+Z或DC07E+Z+預磷化,料厚一般為0.65mm、0.7mm、0.8mm三種。綜合考慮防銹及零件的剛性及成形性,優選材料為DCDC56D+Z/0.7t。同時,側圍門洞的邊界開裂與坯料線的R角有很大關系,門洞處坯料R角越小,邊界越容易開裂。
1.2側圍外板沖壓方向
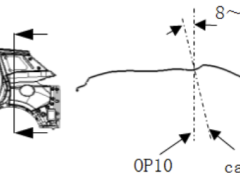
綜合考慮側圍外板的拉延成形工藝,一般側圍外板的沖壓方向為與車身Y向成8-15°夾角,如圖 1 所示。

圖1 側圍外板沖壓方向
1.3側圍外板工藝補充注意點
1.3.1B柱上部的工藝補充形狀設定注意點
B柱上拐角位置拉延余肉有兩種設定方法,一種是拉延凸模拐角處的凸模分模線接近產品形狀,即R式,如圖2所示,該種余肉形狀可減小上拐角位置的料厚變薄率,防止開裂;另一種是拉延凸模拐角處的凸模分模線設為直線化形狀,即直線式,如圖3所示,該種余肉形狀可提高上拐角位置的成形性,防止B柱上部的面變形。
圖2 R式形狀余肉
圖 3 直線式形狀余肉
1.3.2門洞位置的工藝補充形狀設定注意點
門洞處的分模線盡量呈線性變化,不能過渡劇烈及拐彎。
1.4側圍外板拉延筋設置
側圍因形狀復雜,為了有效控制各部分材料的流動,一般采用雙筋。門洞內為了防止拉延筋走料痕爬進產品型面,影響產品外觀質量,靠近門檻部位的拉延筋與產品距離要放寬一些,再使用AutoForm軟件進行CAE模擬分析調整拉延筋的位置。門洞內的拉延筋應盡可能光順,R角盡可能倒大。
2翼子板拉延工藝介紹
2.1翼子板常用材料
翼子板因形狀復雜,成形難度大,為保證面品質量,成形工序一般為5序(不包括落料)。材料一般為DC54D+ZF、HC180BD+ZF、CR180BH-GI、B180H1四種,料厚一般為0.6mm、0.65mm、0.7mm三種,綜合考慮防銹及零件的剛性及成形性,推薦翼子板采用鍍鋅板材料 HC180BD+Z 或者 DC54D+Z,料厚選0.65mm或者0.7mm,板料形狀一般為梯形料。
2.2翼子板沖壓方向
綜合考慮翼子板的拉延成形工藝,同時為了方便后續工藝的實現,一般翼子板的沖壓方向為與車身Y向成8-15°夾角,如圖 4 所示。
圖4 翼子板沖壓方向
2.3翼子板工藝補充注意點
2.3.1與機蓋搭接處的工藝補充形狀設定注意點
此處在設置分模線時,是與A面輪廓形狀大致隨形,還是拉直,不對其做過多要求,產品轉角弧度及側整處產品邊界不同、工藝設計的不同,工藝補充也要隨之變化。轉角區域二次臺階深度設定越深,單向拉伸、則向轉角中心聚料現象越明顯,變形的可能性也會越大。在后續修邊角度及側整形允許的狀態下,可以加大一次臺階與二次臺階的側壁拔模角,與此同時,增大凹模R角,前保、輪罩方向及轉角區域的阻力需同時加大,將進料量控制到最小。
2.3.2與三角窗位置搭接處的工藝補充形狀設定注意點
三角窗處的形狀能一次拉延的就采用一次拉延到位,減少后續整形時產生變形風險。
2.3.3與門檻搭接處的工藝補充形狀設定注意點
由于產品側壁呈弧面及凹臺形狀造成板料接觸順序不理想,后續整形側壁起皺嚴重,因此此處拉延深度需進行加深。
2.4翼子板拉延筋設置
翼子板拉延筋設置一般為分模線外擴18mm,但需注意與輪罩搭接處的分模線拉直有利于改善此處壓料面起皺問題,與此同時,該處不屬于材料利用率控制點,拉延筋可過渡設計平緩,減小弧長。
3 機蓋外板拉延工藝介紹
3.1機蓋外板常用材料
機蓋外板造型相對簡單,因此工序設計一般為4序,材料一般為普板 B180H1,鍍鋅板為HC180BD+ZF,料厚一般為0.65mm或0.7mm兩種。由于形狀特殊,機蓋外板落料可以是方料/擺剪/弧形刀方式,工藝設計時需要考慮擺剪和弧形刀的材料利用率對比。
3.2機蓋外板沖壓方向
繞Y 軸旋轉,一般在 8-12 °之間。
3.3機蓋外板工藝補充注意點
3.3.1與前擋風位置搭接處的工藝補充形狀設定注意點
為了減少翻邊少料,產生應變不均勻,外板變形反彈大的問題,前風擋位置造型需要根據CAE狀態適當增加積料筋,同時為了減少回彈及后續翻邊起皺,前風擋位置工藝補充一般需設計為下臺階形式。
3.3.2與大燈位置搭接處的工藝補充形狀設定注意點
拉延造型補充面盡可能比A面低,為了避免沖擊線及側壁開裂,與前保位置搭接處的工藝補充盡量減小拔模角,貼近產品拉延。
3.4機蓋外板拉延筋設置
機蓋外板為充分拉伸,一般采用鎖死筋,若拔模角度放大至35°左右仍開裂需考慮減小拉延筋系數便于材料流入(四處拐角可放松筋)。
4 機蓋內板拉延工藝介紹
4.1機蓋內板常用材料
機蓋內板工序設計一般為4序,有些結構簡單的也可以設計為3序,材料一般為DC04、DC54D+Z兩種,料厚通常為 0.65mm、0.7mm兩種,落料形狀與機蓋外板類似,可以是方料/擺剪/弧形刀方式。
4.2機蓋內板沖壓方向
繞Y 軸旋轉,一般在5-15°之間,如圖5所示。
圖5 機蓋內板沖壓方向
4.3機蓋內板工藝補充注意點
4.3.1與大燈位置搭接處的工藝補充形狀設定注意點
為了增加板件剛性,減少回彈,通常采用下臺階方式增加剛性,也可以采用增加筋的方式,一般首選下臺階,其次增加筋。
4.4機蓋內板拉延筋設置
機蓋內板拉延筋一般為圓弧位置可增大拉延筋阻力,拐角處可放松拉延筋阻力。
5 前車門外板拉延工藝介紹
5.1前車門外板常用材料
前車門外板工序設計一般為4序,材料一般為B180H1、B220H1兩種,推薦料厚為0.65mm、0.7mm兩種,板料形狀一般為方形料。
5.2前車門外板沖壓方向
繞Y 軸方向旋轉,一般在5-15°之間,如圖6所示。
圖6 前門外板沖壓方向
5.3前車門外板工藝補充注意點
前車門外板一般為一模雙件,即左右對合拉延,扣手側在模具外側,門把手的拉延深度相對于兩側要深一些,為了避免出現拉延不充分,零件中間做凸起或凹槽造型,中間距離一般為35-50mm之間,四周拔模角一般在25-30°之間。
5.4前車門外板拉延筋設置
在左右對合拉延門把手在上側狀態下,一般情況下左右側和下側采用鎖死筋,上側拉延筋的阻力根據CAE分析狀態進行調整。
6 前車門內拉延工藝介紹
6.1前車門內板常用材料
前車門內板按照有無窗框分為有窗框式、無窗框式兩種,按照是否拼焊分為整體式、拼焊式兩種。有窗框式工序設計一般為4序,落料形狀隨零件形狀而定, 無窗框式工序設計一般為5序(不含落料),材料一般為方形料。整體式料厚定義一般為0.65mm、0.7 mm、0.8 mm三種,拼焊式料厚定義一般為0.65/1.2 mm、0.7/1.4 mm兩種,材料一般選用DC04、DC06、DC54+Z、DC56+Z四種。
6.2前車門內板沖壓方向
有窗框式的一般沿車身Y向旋轉10°左右,無窗框式的沖壓方向一般為車身Y向。沖壓方向的設定要考慮板件的平衡性及模具本身的受力平衡,因此零件拉延時兩端的高度不要相差太大。
6.3前車門內板工藝補充注意點
分模線的設置分為兩種,一種是分模線在產品外面設置,這種情況拉延深度一般比較深,容易開裂,但整個沖壓工藝簡單;另外一種是分模線在產品里面設置,部分需要后續整形,這種情況一般拉延深度較淺,不容易開裂,對解決起皺問題有一定的作用。
6.4前車門內板拉延筋設置
前門內板因造型復雜,一般設置為雙筋。
7 后車門外板拉延工藝介紹
7.1后車門外板常用材料
后車門外板工序設計一般為4序,材料一般為普板 B180H1-FD,鍍鋅板為HC180BD+ZF FD或HC220BD+Z-50/50 FD,料厚一般為0.65mm或0.7mm,梯形料,擺剪角度原則上不超過±35°。
7.2后車門外板沖壓方向
后車門外板沖壓方向繞車身X軸旋轉(即沿車身Y軸方向旋轉) 5-15°之間,有扣手時,原則上扣手棱線保持與模具X方向平行,扣手為主平面與模具Z向垂直,在保證扣手處不產生滑移的基礎上,為減少拉延零件落差,可以微調沖壓方向,繞Z軸旋轉0-3°之間,保證扣手棱線在一直線上,節省材料。
7.3后車門外板工藝補充注意點
拉延深度在滿足A面質量的前提下越淺越好,一般為50-70mm之間;拔模角一般為20-30°之間,在滿足A面質量的前提下,角度選擇小的數值;零件周圈翻邊面需做0.5mm的過拉延;后車門外板為一模雙件,即左右對合拉延,扣手側在模具外側,門把手的拉延深度相對于兩側要深一些,為了避免出現拉延不充分,零件中間做凸起或凹槽造型,造型與A面相平或稍高2-3mm左右,中間距離一般為35-50mm之間,同時保證后續翻邊整形鑲塊寬度在60mm以上;產品臺階處需要做肩型平緩過度余肉,使拉延板料接觸均勻,防止變形,如圖7所示;有門把手情況下,門把手處為減少滑移線,通常會起一個凸包,拉延微裂,現場可以調整凸包高度,如圖8所示。
圖7 肩型平緩過渡余肉
圖8 門把手處凸包
7.4后車門外板拉延筋設置
后車門外板成形時以單曲面或拉延漲形為主,因此拉延筋盡量采用鎖死筋,零進料。
8 后車門內拉延工藝介紹
后車門內板無論有無窗框,落料形狀均隨零件形狀而定,常用材料、沖壓方向、工藝補充注意點及拉延筋的設置均與前車門內板基本一致,在此不再贅述。
9 頂蓋外板拉延工藝介紹
9.1頂蓋外板常用材料
頂蓋外板工序設計一般為5序,材料一般為B180H1、DC04-FD、DC56D+Z三種,料厚一般為0.7mm通常情況下,兩廂車選用 B180H1/0.7mm;三廂車選用 DC04/0.7mm。
9.2頂蓋外板沖壓方向
沖壓方向一般為車身Z向,如圖9所示。
圖9 頂蓋外板沖壓方向
9.3頂蓋外板工藝補充注意點
頂蓋外板為充分拉伸,因此在充分考慮材料利用率的前提下,拔模角應盡可能放大。
9.4頂蓋外板拉延筋設置
頂蓋外板與機蓋外板類似,一般采用鎖死筋。
10 頂蓋外板拉延工藝介紹
10.1背門外板常用材料
背門外板分為一體式與分段式,分段式相對簡單,因此本次僅介紹一體式背門外板拉延工藝。背門外板材料一般選用B180H1、DC04、DC06、DC07四種。料厚一般為 0.65mm、0.7mm兩種,綜合考慮背門外板成形工藝及性能要求,優選材料為HC180YD+Z,厚度為0.65mm。
10.2背門外板沖壓方向
一體式背門外板拉延的沖壓方向一般為繞車身-X方向旋轉30-45°。
10.3背門外板工藝補充注意點
10.3.1窗框內的工藝補充形狀設定注意點
增加造型,增加產品剛性及減少窗框滑移線。
10.3.2與尾燈搭接處的工藝補充形狀設定注意點
增加下臺階,減少回彈及翻邊起皺。
10.4背門外板拉延筋設置
背門外板拉延時周邊都有不同程度的進料,除拐角部外進料都比較多,因此通常情況下拉延筋都按圓筋設置,便于調試,且為了控制進料會采用雙筋方式,上下部位為了板件的延展性也采用雙筋方式。
11 背門內板拉延工藝介紹
11.1背門內板常用材料
背門內板窗框處翻邊整形及翻爪,沖孔角度不一致,形狀較復雜,因此,其工序設計一般為5序。材料一般選用DC04、DC06兩種,料厚一般為0.7mm。
11.2背門內板沖壓方向
一般為繞車身Y軸旋轉45°。
11.3背門內板工藝補充注意點
背門內板窗框處上側側壁拉延深度較深,易起皺,為了防止起皺,一般將該處工藝補充做成臺階。
11.4背門內板拉延筋設置
背門內板形狀復雜,為了調整進料,拉延筋一般為雙筋。
12 結語
材料、沖壓方向、工藝補充、拉延筋是鋼板車身覆蓋件拉延成形的重要影響因素,本文結合實際生產及模具調試經驗,從材料選取、沖壓方向設定、工藝補充注意點、拉延筋設定四個方面介紹了典型鋼板汽車覆蓋件的拉延工藝,對典型鋼板汽車覆蓋件沖壓SE分析、模具調試等具有一定的參考價值。