
▲LAVAL��目旨在���激光堆焊发展�ؓ一�U�工艺可靠的技术,该技术可用于局部增强钣金半成品。图片: 囄���:亚琛弗劳恩霍夫ILT
来自Attendorn的Südwestfalen汽�R中心和来自亚琛的弗劳恩霍夫激光技术研�I�所ILT正在合作开发一�U�增材激光堆焊的新应用。在联合��目“通过增材�Ȁ光堆焊局部加固板材半成品�?LAVAL)中,���验证一�U�可以对钢板和铝板进行局部加固的�q�程�?/span>
�?017�q�开始进行的�l�典钣金成�Ş与增材工艺相�l�合的基���研究�Q�已证明负蝲能力几乎提高了三倍,而重量增加最���。对于LAVAL而言�Q�工业合作伙伴现在应该带来与钣金材料的轻质结构有关的问题�?/span>
弗劳恩霍夫ILT的科学家Rebar Hama-Saleh解释��_��“借助增材刉���,我们可以在钣金成型前后对钣金零�g�q�行局部加固。�?所谓的补丁仅��总重量增�?.3�Q�。它专门用于需要加固的地方。例如,因�ؓ必须在那里切割螺�U�V��这使得板材���寸明显变薄�Q��ƈ优化板材的声学NVH性能�Q�噪声、振动、粗�p�度�Q��?/span>
因此�Q�该�Ҏ��本��n可以替代焊接、锡焊或胶合补丁。Hama-Saleh解释��_��“与传统工艺相反�Q�通过增材刉���,我们可以在峰��D��载所在的位置三维地应用补丁。�?该方法尤其可以用于制造衍生物和小扚w��生���Q�例如在车��n构造中�Q�而无需额外的昂贵工兗��?nbsp;]]>
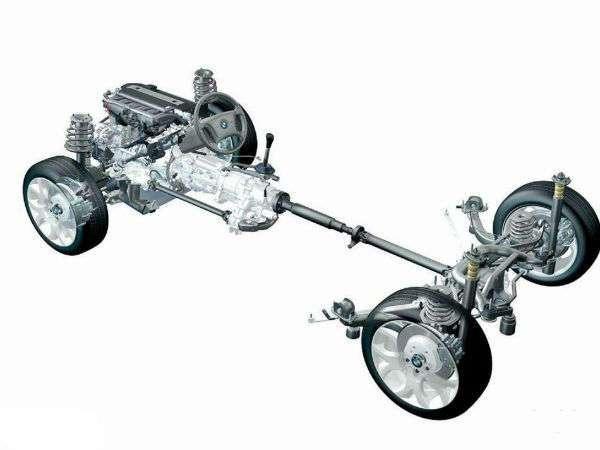
传动�pȝ��一般由���d��器、变速器、万向传动、主减速器、差速器和半轴等�l�成�?/p>
一、动力传动系的功�?/p>
汽�R发动机发出的动力通过传动�pȝ��传递给驱动轮。传动系�l�具有减速、变速、换向、断��c��轮间差速、��u间差速等功能。,与发动机共同工作�Q�保证汽车在各种工况下的正常行驶�Q�动力性和�l�济性好�?/p>
�?传输�pȝ��的类型和�l�成
传动�pȝ���Ҏ��能量传递方式的不同�Q�可分�ؓ机械传动、液压传动、液压传动和甉|��传动。驱动系�l?驱动�pȝ����p�R架、�R轴、�R�?�?和汽车悬架组成�?/p>
接受传动�pȝ��的动力,通过驱动轮和路面的作用��生牵引力�Q���汽�R能够正常行驶�Q�承受汽车总重量和地面反作用力�Q�缓解不�q�x��路面对�R�w�的冲击�Q�衰减汽车行驶时的振动,保持乘坐舒适性;配合转向�pȝ���Q�确保�R辆操�U늨�定性�?/p>
转向�pȝ������?/p>
用来改变或恢复汽车行驶方向的�Ҏ��机构�U�Cؓ汽�R转向�pȝ���?/p>
转向�pȝ��的基本部�?/p>
(1)转向控制机构主要由方向盘、�{向��u、�{向柱�{�组成�?/p>
(2)转向器将方向盘的转动转变����{向摇臂的摆动或��条��u的直�U�往复运动,攑֤�转向力。�{向器一般固定在汽�R的�R架或车��n上,转向控制力一般经�q��{向器后会改变传递方向�?/p>
(3)转向传动机构����{向器输出的力和运动传递给车轮(转向�?�Q���左右车轮按一定关�p�d��转�?/p>
转向�pȝ��的类型和工作原理�Ҏ��转向能量来源的不同,转向�pȝ��可分为机械�{向系�l�和动力转向�pȝ���?/p>
制动�pȝ������?/p>
制动�pȝ��是用来��外界(主要是�\�?�Ҏ��车的某些部位(主要是�R�?施加一定的力,从而��其强制制动到一定程度的一�p�d���Ҏ��装置。它的作用是:使行驶的汽�R�Ҏ����N��员的要求减速甚臛_��车;在各�U��\况下(包括坡道�?使停车的停�R场��^�E�I��保持下坡车的速度�E�_���?/p>
作用在汽车上的与汽�R行驶方向相反的外力只能制动汽车,而这些外力的大小是随机的、不可控的,因此必须在汽车上安装一�p�d���Ҏ��装置才能实现上述功能�?/p>
分类:
(1)�Ҏ��制动�pȝ��的功�?/p>
制动�pȝ��可分�����车制动系�l�、驻车制动系�l�、紧急制动系�l�和辅助制动�pȝ��。用来��行驶中的汽�R减速甚臛_��止的制动�pȝ���U�Cؓ行�R制动�pȝ��。用来��停止的汽车停留在原地的制动系�l�称为驻车制动系�l�;当行车制动系�l�发生故障时�Q�能保证汽�R仍能减速或停�R的制动系�l�称为紧急制动系�l�。在行驶�q�程中,辅助制动�pȝ��可以降低车速或保持车速稳定,但用于�R辆紧急停车的制动�pȝ��不能�U�Cؓ辅助制动�pȝ��。在上述制动�pȝ��中,行�R制动�pȝ��和驻车制动系�l�是每辆车所必需的�?/p>
(2)�Ҏ��刹�R操作能量�?/p>
制动�pȝ��可分为手制动�pȝ��、动态制动系�l�和伺服制动�pȝ��。以��N��员��n体�ؓ唯一制动能量的制动系�l�称为手制动�pȝ��。完全靠发动机动力�{换成气压或液压�Ş式的势能制动的系�l�称为动力制动系�l�;既��用�h力又使用发动机动力制动的制动�pȝ���U�Cؓ伺服制动�pȝ��或助力制动系�l��?/p>
(3)�Ҏ��制动能量的传递方�?/p>
制动�pȝ��可分为机械、液压、气动、电���等。组合制动系�l�称为组合制动系�l�。一般来��_��该系�l�由两个主要部分�l�成:制动操作机构和制动器�?/p>
(1)制动操作机构
产生制动作用�Q�控制制动效果,���制动能量传递到制动器的各个部位�Q�如图中�?�?�?�?�Q�以及制动轮�~�和制动����\�?/p>
(2)制动
产生�ȝ��车辆�q�动或趋势的�?制动�?的部件。汽车上常用的制动器都是利用固定元�g和�{动元件的工作面之间的摩擦产生制动力矩�Q�这�U�制动称为摩擦制动。它有两�U�结构类�?鼓式制动器和盘式制动器�?/p>]]>
部分车辆设计为底盘与车��n份开�Q�而其�l�构已实现汽车动力的基本功能�Q�所以此�U�设计的车辆可以在没有�R�w�的情况下行�Ӟ��大部分重型�R都是此类设计。而另一部分底盘设计成与车��n一体化�Q�即车��n与底盘�ؓ一完整�l�构�Q�这�U�设计多出现于私家�R上�?/span>
在商用�R市场�Q�有的厂商甚臛_��售只包括底盘的货车和未有装配车��n的客车底盘。专用�R生��商在购买的底盘上再开发特�D�用途的车辆�Q�比如消防�R、升降�R�{�。而在军用斚w���Q�把坦克的底盘拿来改成装甲架桥�R、装甲回收�R乃至自行火炮�{�也是非常常见的做法�?nbsp;

一辆只有底盘和��N��室的���田卡�R
]]>
汽�R底盘好比人的�w�躯�Q�支撑和安装发动机,及其各个部�g�Q��Ş成�R�w�的�l�构�Q�接受发动机的动力,�q�按照驾驶员的操控行驶。汽车底盘由传动�pȝ���Q�行驶系�l�,转向�pȝ��和制动系�l�四部分�l�成。上一期我们讲解了传动�pȝ���Q�今天我们来聊一聊汽车底盘的行驶�pȝ���?/p>
行驶�pȝ���Q?/p>
�l�成�Q�由车架�Q�前��_��驱动桥,车轮�Q�悬架等部�g�l�成。作用:接受传动�pȝ��的动力,通过驱动轮�M地面摩擦产生驱动力,使汽车正常行�Ӟ���q�对整�R起到支撑作用�?/p>
汽�R悬挂�Q�常见的汽�R悬挂分�ؓ独立悬挂和非独立悬挂�Q�由于�h们对于�R辆舒适性和操控性的要求���来���高�Q�独立悬挂已成�ؓ中高�U���车的标配。很�?0万元以内的�R型,�׃���Ҏ��本的控制和承载能力的要求�Q�很多�R型的后悬挂也采用半独立的悬挂形式�?/p>
独立悬挂���是每一侧的车轮都单独通过�Ҏ��悬挂与车型�q�接。可以更好的提高乘坐舒适性和行驶�E�_��性。由于左双��R轮单独蟩动,�怺�不媄响,从而减����R�w�的侧們֒�震动。前悬挂一般采用麦弗逊式悬挂形式。此悬挂的�Ş式构造简单,�I�间使用率小�Q�操控性能好等优势�Q�被目前大部分的发动机前�|�,前轮驱动的�R型采用。发明�h是美国的麦弗逊,也因此以他的名字命名�q�种悬挂形式�?950�q�是���特汽�R在英国首先在商品车上�Q��ƈ逐步推广是目前��用率最高的悬挂形式�?/p>
非独立悬挂就是两侧�R轮由刚性连接,车轮和�R轿一起固定在车��n上。构造简单,成本低,承蝲能力强,被很多货车和客�R采用�?/p>
汽�R轮胎�Q�我们常见的汽�R轮胎一般由帘布层,带束层,胎冠�Q�胎肩和胎圈�l�成�Q�我们称之�ؓ子午�U�轮胎,国际代号“R”,�q�也���是我们常见轮胎型号中“R”的含义�?946�q�_��法国的米其林轮胎公司生����Z��界上�W�一条子午线轮胎�Q��ƈ逐步投入商品车的使用�q�程中�?/p>
�?05/55R16��Z���q�是什么含义,作�ؓ汽�R爱好者你是应该知道的�?05表示轮胎的宽度�ؓ205MM�Q?5表示轮胎的扁�q�x���Q�数据越���表�C����胎越薄,R表示子午胎,16表示轮胎的内径直径�ؓ16英寸。当焉���过轮胎我们也可以看到其生��的时��_��通过轮胎的侧面我们可以看到在一个椭圆的里面会有一�l?个数字,后两位代表生产的�q�䆾�Q�前两位代表生��的月份。如0817�Q�则代表此轮胎是2017�q�第8周生产的。一般轮胎的正常更换周期�?�q�_��考虑到�\况和��N��习惯的不同,可以酌情增加。汽车轮胎是唯一一个与地面接触的部�Ӟ�������一定要做好日常的检查和��L���Q�很多事故的发生都是因�ؓ轮胎的原因造成。下图�ؓ市面上厂家的几个轮胎品牌�Q�供大家了解�?/p>
汽�R轮毂�Q�根据轮毂的材质可以分�ؓ钢质和铝合金材质。根据目前��车实际的使用意义两者差距不大,但铝合金轮圈�Q�造型更加���观�Q�散热性能更好�Q��ؓ多数轿�R所采用。而钢制轮毂更加坚���,成本更低�Q�大部分商用汽�R依然在采用�?/p>
我们不做汽�R技术的奴隶�Q�但我们需要知道它了解它,从而��它能更好的�ؓ我们服务。高队读汽�R�Q�用10�q�行业经验,解读关于汽�R的故事�?/p>
1、ABS: Anti-Lock Brake System�Q�制动防抱死�pȝ���Q�其主要是在制动�q�程中通过对各轮滑�Uȝ��的监控来实现各�R轮的独立控制�Q�避免�R轮抱死,�q�而保证�R辆的转向能力�?br/>2、AGS�Q�Active Grille Shutter,是通过发动机水温,机��a温度�Q�空调系�l�状态,�q�气温度�{�信息,依靠控制甉|��实现�q�气格栅的百叶片开启一定角度或者关闭的装置�?/p>
3、ASR�Q�Accelerate Slip Regulation�Q�加速防滑控�Ӟ��ASR也属于牵引控制系�l�范��_��
4、AYC: Active yaw control�Q�主动横摆控制系�l?通过有选择性的分��制动或发动机���理�pȝ���q�预�Q�防止�R辆滑�U�R�?/p>
5、CDC�Q�Continuous Damping Control�Q�连�l�减振控制系�l�,是一�U�应用于半主动悬架的可实现阻���力�q�箋可变的新型减振器。汽车在不同的�\面行驶过�E�中�Q�悬架控制单元ECU能根据�\面颠���情况,通过不同甉|��控制CDC减振器阻���大���,保证汽�R在不同�\况下的行驶��^��性及操纵�E�_��性�?/p>
6、DMTL�Q�Diagnostic Module Tank Leakage�Q�燃油箱泄漏诊断模块�Q�当启动诊断�Ӟ��DMTL会先�q�行一�ơ比较测量,在比较测量过�E�中���徏立�v一个相当于�pȝ��中存�?.5mm泄漏孔时压力变化的电���参考��|��之后�q�行正式泄漏诊断�Q�当DMTL���得的电���值大于参考值时�Q�表明系�l�没有泄漏;DMTL���得的电�����D����g��参考值时�Q�表明系�l�存在微���泄漏;DMTL���得的电���值小于参考值时�Q�表明系�l�存在大量泄漏�?/p>
7、DPB�Q�解耦式助力器,采用虚拟制动�ȝ���Q�利用电机助力将��N��员制动踏板输入�{化�ؓ液压制动压力�Q�替代制动系�l�中的传�l�真�I�助力器及主�~���L���Q�也可响应外部制动请求实��C��动制动,属一�U�特�D�结构eBooster产品�Q�可实现全解耦,具备更高�U�别的制动能量回收能力�?/p>
8、EBD�Q�Electronic Brake Force Distribution�Q�电子制动力分配�pȝ���Q�主要作用是在紧急制动时�Q�基于前后轮滑移率来调整前后制动力的分配�Q�常先于ABS工作。当发生紧急制动时�Q�EBD在ABS作用之前�Q�可依据车��n的重量和路面条�g�Q�自动以前轮为基准去比较后轮轮胎的滑动率�Q�如发觉此差异程度必��被调整�Ӟ��刹�R油压�pȝ�����会调整传至后轮的��a压,以得到更�q����且更接近理想化的刹�R力分布�?/p>
9、eBooster�Q�电子助力器�Q�利用电机助力将��N��员制动踏板输入�{化�ؓ液压制动压力�Q�替代制动系�l�中的传�l�真�I�助力器�Q�也可响应外部制动请求实��C��动制�?br/>
10、EDS�Q�Electronic Differential System�Q�电子差速锁止,ABS 扩展功能之一�Q�用于鉴别�R轮是否失去附着力,从而对汽�R的打滑�R轮进行控�Ӟ��
。�?/span>�Q?/span>1�Q�除漆的主要�Ҏ��
。�?/span>1�Q�化学除漆法�Q�化学除漆法是用脱漆剂(俗称��L��药水�Q�清除旧漆膜。在�q�去�Ҏ��护理中,常用的脱漆剂主要�?/span>T�?�?/span>T�?脱漆剂�?/span>T�?脱漆剂�ؓ乳白色糊状液体,是由酮、醇、苯、酯�c�L��剂,再加适量的石蜡配制而成�Q�主要用于清除��a脂、酯胶漆、酚醛漆的旧漆膜�?/span>T�?脱漆剂由酮、醇、酯及苯�{�溶剂�合而成�Q�溶胀漆膜的能力比�?/span>T�?来说�E�强些,脱漆速度较快�Q�主要用于清除��a基漆、醇酸漆及硝基漆的旧漆膜�?/span>
。�?/span>�q�年又出��C��以二氯甲烷�ؓ主要溶剂�?/span>F�?触变型脱漆剂和水冲型不燃脱漆剂等品种�Q�可用来脱除环氧沥青、聚氨酯、环氧聚酰胺或�}基醇酸树脂等固化型涂料。该�c�脱漆剂不会引�v燃烧�Q�无��防火要求,完全适用于各�U�作业范围的现场。而且�׃��配方中加入少量增�E�剂、挥发阻�~�剂及活化剂�{�添加剂�Q���之合适于在垂直物面或�Ҏ��部位涂刷�Q�不���挂、不滴流�Q�特别适用于轻金属及其合金构�g�?/span>
。�?/span>化学除漆法的具体操作�E�序是:1、涂脱漆剂前�Q�把不需除漆的部位用遮盖�U�盖好,一般要盖二、三层,所有缝隙也需盖上�Q�防止上脱漆剂时渗入面板的下表面�Q?/span>2、��用脱漆剂�Ӟ��先在漆面上稍�E�划出痕道,可以使脱漆剂渗透得更快些; 3、然后用漆刷���脱漆剂沿着一个方向在整个处理区刷上厚厚一层(注意不要把脱漆剂刷出了范��_��同时也要注意脱漆剂对塑料有损害作用,一旦在塑料上残留下来,便很难清除干净�Q�而造成新��a漆难以附着�Q�;4、一般来��_��脱漆剂对大多数漆层都能很快�v作用�Q�但有些漆很牢固�Q�如丙烯酸漆会变�_�,很难除掉。这旉���要涂几次脱漆剂,使用T�?�?/span>T�?脱漆剂时�Q�要用铲刀���漆膜清除,而��用触变型脱漆剂时�Q�待涂层松��Y后,可用铲刀或急水�Q�或高压��_��冲除�?/span>
。�?/span>施工时注意:利用脱漆剂清除旧漆面�Ӟ��必须清除��d���Q�不能留下点滴旧漆痕�q�(包括脱漆剂溶�Ԍ��。因�����漆剂都含有蜡质,�D�留在金属表面将会��新涂底漆��d��及面漆不能正帔R��着、干燥和固化�Q�漆膜有�?/span>回粘�?/span>现象。清除时�Q�应先用砂纸把残留旧漆膜打磨�q�净�Q�然后用溶剂���整个金属表面揩擦干净�Q�包括流淌到构�g反面的脱漆剂�D�液�Q�。另外还需注意�Q�脱漆剂中的溶剂�Ҏ��挥发且易燃烧�Q�触变型脱漆剂对��Z��有麻醉作用。因此,在��用时应��施工现场通风良好�Q�避免触及皮肤或眼睛引�v刺激和灼伤,必须严格遵守安全规定�?/span>
。�?/span>2火焰烤铲法:火焰烤铲法是用于旧漆膜中��M��较厚、清除旧漆膜较多的构件表面。是用一�U�喷灯先���旧漆烧软,随后用铲刀���旧漆膜铲除。喷灯有两种�Q�一�U�是煤��a��L���Q�另一�U�是汽��a��L��。经火焰烤烘的旧漆面必须��d��清除�q�净�Q�可用钢丝刷、砂�U�打���光�Q�再用溶剂全面洗净�Q�以防新涂膜��h����p��。对大面�U�构�Ӟ��特别是中央部位,不宜烘烤�q�长�Q�以防温度过高而变形�?/span>
。�?/span>3�Q�烧���除漆法�Q�烧���(学名为氢氧化钠)主要适用于可拆卸的零部�g清除旧漆膜。首先将��Z��的烧���放入水中配制成一定浓度的液碱。然后将拆下来的零�g攑օ��l�过加温后的���烧���液槽中�Q�或用碱液有间隔地分多次涂刷于旧漆表面(一般�ؓ3~4遍)�Q�经�q�数10min的渗透后�Q�漆膜��Y化,溶胀�Q�再用铲刀、钢丝刷���旧漆除��d���Q�用清水冲洗�q�立即用烤灯烘干�Q�涂上除锈膜�Q�防止生锈�?/span>
。�?/span>�Q?/span>2�Q�除�?/span>
。�?/span>1�Q�铁锈的主要形成原因。金属的腐蚀���是金属与氧气结合生成金属氧化物�Q�即生锈。铁锈的形成��d��有三�U�:漆膜损坏、碰撞损坏和修理加工损坏�?/span>1、漆膜损坏:如果漆膜受到损坏�Q�腐蚀���开始。石块等物的敲击�Q�水的��R袭,以及修理时处理不当都有可能导致漆膜损坏�?/span>2、碰撞损坏:���撞�q�程中汽车防护层也会受到破坏�Q�这�U�破坏不仅发生在直接���撞部位�Q�而且也发生在间接损坏的部位,接缝开裂,填实的缝隙撞松,�Ҏ��都会破裂��p��产生锈蚀�?/span>3、修理加工损坏:修理不当也是造成锈蚀的主要原因之一。例如修理过�E�中切割车��n和焊接均会损伤防护层造成腐蚀。焊接时镀锌钢板表面锌的蒸气挥发,机械修理时的打磨也会破坏保护层,造成锈蚀。所以,在涂装前必须�q�行除锈�Q�以保证金属面获得良好的附着力�?/span>
。�?/span>2�Q�除锈的主要�Ҏ��
。�?/span>A、手工除锈。手工除锈主要依赖于铲刀、刮刀、尖头锤、钢丝刷、砂布、断锯条�{�工��P��靠手工敲、铲、刮、刷、砂或柔性挫的方法来消除表面锈垢、氧化皮�{�。这是漆工传�l�除锈方法,也是最���便的�Ҏ��。但是由于劳动强度过大、工作效率低�Q�只能适用���范围的除锈处理�?/span>
。�?/span>B、机械除锈。机械除锈主要是利用一些电动风动工��h��辑ֈ�清除铁锈的目的。常用的电动工具如电动刷、电动砂轮,风动工具如风动刷�{�。电动刷和风动刷是利用特制圆形钢丝刷的�{动,靠冲��d��摩擦把铁锈或氧化皮清除干净�Q�特别适宜于表面��Q锈,但对较深锈斑很难除去。电动砂轮实际是手提砂轮机,分�ؓ圆盘式磨机和双作用打���机两种。用双作用打���机可以除去��d��锈斑�Q�而对重度锈斑�Q�则要用圆盘式打���机来打���。它们是利用砂轮的高速旋转除去铁锈,�q�能用圆作机械脱漆,效果较好。特别对较深的锈斑,��h��工作效率高,施工质量较好�Q���用方便等优点�Q�是一�U�理想的除锈工具。但操作中须注意�Q�不要把钢板打穿�?/span>
。�?/span>C、化学除锈。化学除锈以酸洗方式最具代表性。它利用酸性溶液与铁锈�Q�金属氧化物�Q�发生氧化反应生成盐�c�,佉K��垢、氧化皮�{�溶解或��p��。常用的酸性溶液有���酸、盐酸、硝酸等�Q�酸液配制成质量分数�U��ؓ30%左右使用�Q�注意在�E�释浓���酸�Ӟ��应缓慢地把硫酸倒入容器的水中,因硫酸溶于水中时��h��热反应,必须不断地撑搅拌�Q�切勿相反操作,以免引�v爆炸�Q�硫酔R��溅伤人)目前应用较广的是�����酸洗�Q�部件在酸液中经�q�浸泡除锈以后,再经��L��水冲�z�,�q�用��q��溶液�Q�如质量分数5%~10%氢氧化钠溶液�Q�中和,再用水冲�z�等工序擦干、烘�q�以防很快生锈。化学除锈不适合于局部作业,力��n�l�修中只有零部�g整体需要进行除锈时�Q�才能��用此法。另外,�l�化学除锈的部�g表面��要�l�粗�p�处理或���化处理�Q�以增加金属表面与底漆的附着力�?/span>
。�?/span>D、火焰处理除锈。火焰处理除锈是利用气焊枪,对少量手工难以清除较��q��锈蚀锈斑�q�行烧红�Q�让高温佉K��锈的氧化物改变化学成份而达到除锈的目的。此法目前很�����用,操作时必���L��意不要让金属表面烧穿�Q�以防止大面�U�处理时受热变�Ş�?/span>
。�?/span>�Q?/span>3�Q�漆前修补:对于车��n局部锈蚀、篏度硬损伤�{�缺��P��如果一概挖补、敲�q�_��而有些得不尝失。但不加以修补,而直接以��d��填充�Q�其强度和耐腐蚀性均较差。漆前修补旨在有效地弥补�q�类�~�陷。其�Ҏ��主要有��Y金属填补和铝���树脂板填补两种�?/span>
。�?/span>1�Q���Y金属填补。��Y金属填补�Q�俗�U�挂锡)修补部�g表面�~�陷�Q�具有附着力好�Q�工艺简单和抗冲击能力强�{�优点,特别适用于修补发动机�|�、�R门、侧梁、门槛等部位�?/span>
。�?/span>挂锡是技术要求比较严格的操作�Q�对部�g的清�z�不仅限于漆膜、��a污的清除�Q�还必须除去金属表面暴露于大气而�Ş成的氧化膜。清�z�的范围应比实际使用的稍大些。最好在打磨�q�净后的金属表面用汽�Ҏ��酒精擦洗一遍,随后��h��焊剂加热�q�及时抹��L�Q渣。没有挂锡的烙铁不能使用�Q�焊前应先将烙铁打磨�q�净�Q�然后加热到能��其挂锡的温度蘸焊剂�ƈ挂锡。当需要修补泊面积较大�Ӟ��可一�q�清理干净�Ӟ��再分成若�q�小块逐一挂锡。在挂锡�q�程中,注意钢板与焊料应同时均匀加热。�ؓ使表面��^��_��可一边加热填补一边用刮刀修整�Q���焊料填��又不至于高出周围金属板的表面�Q�以便挂锡后对表面的修��^�?/span>
。�?/span>修补用的焊料是锡铅合金,比例一般约�?/span>7�Q?/span>3。这一比例的锡铅合金加热到183�?/span>时即可开始熔化,�l�箋加热�?/span>253�?/span>便全部熔化。挂锡操作时�Q�应���焊料的加热温度控制在半熔状态下使用。温度过低时焊料不能与之焊接�Q�温度过高时�Q�则会造成焊料的流淌也挂不上�?/span>
。�?/span>在挂锡修补中�Q�焊料过渡于焊�g表面的方法有两种�Q�一是用烙铁蘸焊料,然后直接施焊于焊接表面;另一�U�方法是手持条�Ş焊料�Q�借烙铁温度不断将焊料熔化在需要挂锡的金属表面部位。焊接终了还要及时修整�ƈ清洁金属表面�Q�对不��^整之处还可��用挫刀或刮刀�{�加以修�q��?/span>
。�?/span>2�Q�铝���树脂板填补。在国外和进口的车��n�l�修材料中,有一�U�被�U�Cؓ�?/span>铝箔树脂�?/span>�?/span>的新产品�Q�是�q�今为止最好的局部修补材料之一。其�H�出的优�Ҏ��方便、快��P���q�能获得良好的修补质量。铝���上预涂合成树脂中,含有一定比例的金属�_�以提高其强度。用铝箔树脂板修补�R�w�金属表面时�Q�应先将金属表面打磨清理�q�净�Q��ƈ用酒�_�օ�擦一遍。然后分别将金属表面和铝���树脂板加热50~60�?/span>�Q�随卌���热把铝箔树脂板脓在待修补部位。常温下�l�过4~5min的固化后�Q�即可进行打���。在敯���铝箔树脂板时�Q�应均匀用力压��^�Q��ƈ使少量树脂由表层上铝���的���孔中溢出少��ؓ宜�?/span>
。�?/span>�Q?/span>4�Q�除油:汽�R车��n表面虽然�l�过清洗、除漆、除锈和修补�{�工序后�Q�但仍留存有沾污、工具上的��a污以及原旧漆上的�Ҏ��。若在涂底漆前不清除�q�净�Q�必���媄响底漆的附着力,甚至在面漆上��h��后,�q�会出现��p��或揭皮现象,因此�Q�上漆前�q�需要除沏V�?/span>
。�?/span>一般的修理及美容�R间漆工,通常用干净�U�头沾上汽��a在�R�w�表面揩擦两遍,再用清洁�_�������纱通揩一遍后涂刷底漆。但是用汽��a除蜡效果不太理想�Q�有时它本��n也会污染表面待漆的材料,所以最好��用除蜡除油剂�Q�用�z�净的干布擦拭待漆表面�?/span>
。�?/span>2、底漆的施工
底漆层包括底漆、腻子、二道底漆、封闭底漆等。而合适的底涂层是面漆耐久、美观,如果底涂层不好,面漆的外观就会受到媄响,甚至出现裂纹或剥落�?/span>
。�?/span>汽�R车��n�l�过涂装前表面处理后�Q�一般可以直接喷涂头道底漆,对经�q�酸�z�除锈的金属表面�Q�在�_�糙处理后,可涂一层磷化底漆,或新劲合金底漆、英国ICI耐用���蚀底漆、美国杜�?10R防猎锈浸蚀底漆。��金属表面与底漆之间增加附着力。头道底漆的目的用于金属表面的防锈和防腐�Q�增加腻子与车��n金属表面的粘着作用。在��h��底漆�Ӟ��一般根据�R型选择底漆。施工中�����的选择�Ҏ��如下�Q?/span>
。�?/span>�Q?/span>1�Q�国产客车的底漆选用�?/span> 修补一般的国��客�R��h��底漆�Ӟ��钢铁表面�?/span>F06�?铁红酚醛底漆�Q�铝及铝合金�{�轻金属�?/span>F06�?锌黄酚醛底漆�?/span>
。�?/span>�Q?/span>2�Q�中高��或进口��车的底漆选用。可�?/span>�?/span>新劲�?/span>防护�l�底漆�?/span>P565�?88 2K快速厚膜底漆,CICP082�?8防��Q�U�底漆�?/span>2K双组份底漆�?/span>�?/span>杜邦�?0SR���基底漆�?/span>150S风干底漆�?/span>1020R多用途高膜厚底漆、鹦鹉牌285�?6热敏性隔�l�底漆。具体可�Ҏ��原进口国刉���厂商标定涂料来选用�?/span>
底漆的施工要求:施工应以��h����Z���Q�要求涂刷均匀�Q�无漏涂�Q�无���痕�?/span>
。�?/span>3、腻子施�?/span>
。�?/span>�Q?/span>1�Q�腻子施工的选用原则。腻子的品种较多且功能各异,而涂层材料所��h��的配套性要求,佉K��用��d��的工作更为重要。腻子与底漆及面漆的配套性问题,实质上也���是极性的匚w��问题。一般说�Q�极性大的材料其分子的结合力也越大,反之�Q�极性小的材料其分子的结合力则越���。其中合成树脂类涂料�Q�如氨基和环氧底漆、腻子、面漆等�Q�的极性就大,而��a基类涂料�Q�如脂胶、酚醛底漆、腻子、面漆等�Q�的极性就���,�q�有一�U�类型涂料(如醇酸底漆、腻子、面漆等�Q�的胡性介于前两者之间�?/span>
。�?/span>��d��的选用原则为:
。�?/span>1�Q�要从涂料极性小来考虑光���套性。一般底漆、腻子、面漆三者之间的极性应以相�q�或基本相近为宜�Q�由此可获得可靠的附着力和层间�l�合力�?/span>
。�?/span>2�Q�根据填充层的厚度和用途等来考虑所选腻子,一般分为填充型、中间型和刮�Q�喷�Q�涂型。填充型��d��适用于填补构件表面上的较大凹��h��车��n构�g的接�~�等。这�U�类型的��d��强度高、堆�U�性好�Q��ƈ且一�ơ可刮较厚的涂层。而适中刮(��P��涂型��d��则适用于覆盖道痕、砂眼及构�g表面上的较小的不�q�_��。这�U�类型的��d��则适用于颗�_�细腅R��柔韧性好、易打磨和干燥后不变形等特点�Q�但堆积性差。中间性腻妇性能介于两者之部间。如果腻子选择得当�Q�将会��构�g表面辑ֈ��q�x��、匀��、细致的目的�Q�涂装面漆后能��漆面丰满、光泽突出�?/span>
。�?/span>3�Q�根据�R型的不同选用的腻子。国产客车大多用自制�Ҏ��腻子。中、高�U�或�q�口轿�R多采用双�l�䆾原子灎ͼ�如新劲牌原子灰、幼滑原子灰、纤�l�原子灰、金属原子灰、合金原子灰�?/span>ICI P551�?050原子灰�?/span>P551�?052原子灎ͼ�万能原子灎ͼ��?/span>P551�?059原子灰�?/span>PPG�?/span>A656/663多用途聚脂原子灰�?/span>A659��d��聚酯��d���?/span>A661标准聚酯��d���?/span>A662/A668聚酯��L��、鹦鹉牌839�?0用途原子灰以及杜邦、关西原子灰�{��?/span>
。�?/span>另外在��用腻子前需按配方调拌均匀。�ؓ了减���空气对��d��的媄响,应参照图4-4所�C�的手法调制颜色均匀为止。调�|�量不宜�q�大�Q�否则会增加调制旉���使腻子较早地���化�?/span>
。�?/span>�Q?/span>2�Q�刮涂腻子的方式。刮涂腻子的方式有满刮和软硬交替刮之分,其中满刮又分填刮和靠刮两�U�;软硬交替刮则�?/span>�?/span>先上后刮�?/span>�?/span>�?/span>带上带刮�?/span>之分�?/span>
。�?/span>填刮的目的是用较�E�的��d��分若�q�次���构件表面凹陷填�q�뀂填刮时主要用硬刮具靠口上部有弹力的部位与手劲配合进行操作。靠刮所用的��d���E�度�E�低�Q�用于最后一、二�ơ的刮涂�Q�用来��^滑构件表面的��d��。刮涂时靠硬刮具以刮口上部�v主要作用�Q�将��d��刮涂�Q�����d��刮得薄、刮得亮�?/span>
软硬交替刮中�?/span>�?/span>先上后刮�?/span>�Q�先���腻子逐一填满或挂�q�I��然后再用���刮���其���具�q�x���Q�适用于较大面�U�刮涂�?/span>�?/span>带上带刮�?/span>�Q�即在边上腻子边���其收刮�q�x���Q�适用于较���面�U�或形状较复杂部位的刮涂。在刮垂直表面时�Q�宜采用�?/span>软上���收�?/span>�Q�即先用软刮在垂直��^面上刮挂��d���Q�然后再用硬刮具���腻子收刮��^��_���q�样可����d��不容易发生掉落现象�?/span>
。�?/span>在刮涂有�q�面又有有曲面的构�g�Ӟ��宜采�?/span>�?/span>���上���收�?/span>法,即上��d��和收��d��都用���刮��P��使刮涂面�q�x��。在刮涂单纯曲面构�g�Ӟ��宜采�?/span>�?/span>软上软收�?/span>法,即上��d��和收��d��时均采用软刮��P��以利于按构�g表面的图形刮出圆势来�?/span>
。�?/span>在刮涂腻子时应注意:在直接刮涂前�Q�应先将金属表面涂上与之配套的底漆,待完全干燥后才能刮涂��d��。在刮涂时应���刮兯�����d��下按压,�q�沿涂面的长轴方向运刮(�?/span>4-5A�Q�;对于区域性填补则应按�?/span>4-5B所�C�的�Ҏ���q�刮�Q�每�ơ涂刮腻子的量要适度�Q�以免造成蜂窝和针孔;待上一道腻子达到半�q�状态时再涂刮下一遍�?/span>
。�?/span>�Q?/span>3�Q�刮��d��施工�E�序
。�?/span>1�Q�第一道腻子的刮涂和打���。腻子施工中�Q�第一道腻子的目的是�ؓ了填刮较大凹坑,用硬刮具刮涂。当使用自制�Ҏ��腻子时要调制成较硬些,分若�q�次���构件表面凹坑填�q�I��施工时只求刮�q�I��不求光滑。操作中不能来回刮涂�Q�以免腻子中孔隙被粘死,造成长期不干。原子灰可用�_�灰�Q�是聚酯��d��加固化剂调合而成�Q�刮涂时可以较厚�Q�不会出��C���q�现象。刮涂时�Q�应使用刮刀与构件成60度,�q�略成弧形涂刮�?/span>
。�?/span>用手指甲���查腻子��Y���程度,自制��d��一般隔夜后才干透,原子灰约1~2h。当��d���q�透后�Q�然后进行打���(注意�Q�打���太早腻子会�l�箋收羃�Q�打���太�q�则因腻子过���不易打���)。打���的�Ҏ���Q�可用手工打���,也可用机械打���;可干���,也可湿磨。主要的打磨�Ҏ��介绍如下�Q?/span>
。�?/span>A、手工打���。手工打���适用于对���面�U�腻子的�_�磨�Q�包括大面积�l�磨�Q�以及有些精�l�工作如对型�Uѝ��曲面、�{角、圆弧、弯曲部位的修整。手工打���就是用���块�Q�木块或���胶块)上包�?/span>2~3号铁砂布�q�行�q�磨�Q�或�?/span>100��h��砂纸沾水湿磨。手工打���的一般程序是�Q?/span>
。�?/span>a、选用与磨块大���相配的砂纸或者把砂纸裁剪�?/span>,使之与磨块尺寸相配�?/span>
。�?/span>b、将砂纸固定在磨块上�Q�把���块�q�x��在打���面上,沿磨块的长度方向均匀施加中等�E�度的压力,不得急于求成而用力过猛,否则�Q�如果腻子磨�I�或���出凹坑都将使前功尽弃�?/span>
。�?/span>c、打���时���块作前后往复的摩擦�q�动打磨�Q�打���行�E��ؓ较长的直�U�(见图4-6�Q�。不要�ɼ��块圆周�q�动�Q�那样会在漆面上留下明显可见的磨痕。要惌���到最��x��果,应始�l�沿车��n外�Ş�U�方向打����?/span>
。�?/span>d、打���过�E�中应充分注意露出的最高点�Q��ƈ以此最高点为准�Q�多�ơ用手摸出��^整度加以修整�?/span>
。�?/span>e、对于�L����Ş�q�面�Q�可选用长一些的木块作衬块,打磨动作�q�度可长些�?/span>
。�?/span>f、对于局部补刮的��d���Q�打���时要注意腻子层边缘的��^整性,卌���子口要磨�q�I��以防产生��d��层痕�q�,�q��ؓ�W�二道腻子的刮、磨带来方便�?/span>
。�?/span>g、打���型�U�或圆弧�Ӟ��则应使用与其形状相近的仿形块打磨�?/span>
。�?/span>h、干���时�Q�砂�U怼�补填料的�_�末��M��。经常抖动、拍拍砂�U�可以去掉一些粉末,也可使用涂有滑石�_�的砂纸�Q�这样可减少�_�末的堵塞。湿���时减少砂纸堵塞�Ҏ��基本同于�q�磨�Q�但�q�要用水湿润�?/span>
。�?/span>B、机械打���。常用的机械打磨机有圆盘式打���机和双作用打磨机,�q�有轨迹式打���机和往复式打磨机。最常用的砂�U�磨盘有5in�?/span>6in�?/span>8in�Q?/span>12.7cm�?/span>15.2cm�?/span>20.3cm�Q?/span>3�U�,�?/span>80~180��L���U�干���或�?/span>320��L���U�湿���。把没有�_�性的砂纸�_�脓在打���机衬盘上。将其均匀涂开�Q�把砂纸的中心与衬盘中心�Ҏ��后,���砂�U�紧压到衬盘上。如果用的是自粘贴砂�U�片�Q�只要将二者中心对正压紧即可,但在压紧前一定要把中心对准。打���操作完成后立即把砂�U总�衬盘上取下来�Q�否则粘�l�剂凝固后砂�U怸�衬盘��׃��贴得很牢固。一旦粘牢,���p��用抹布蘸溶剂���粘�l�剂溶解�Q�才能取下砂�U��?/span>
机械打磨的操作方法是�Q�用双手把持打磨机手柄,先用�_�砂�U�打���。当��d��表面的刮痕基本消除后�Q�应及时更换�l�砂�U�磨臌���子表面与周围高度相近�Q�以留出���_��的手工细���余量。�ؓ使机械打���的��d��表面均匀、��^��_��打磨机应按图4-7所�C����向进行。机械打���时�Q�如果出��C���l�球现象���应及时更换砂纸�Q�否则会堆积在一起划伤表面,�q����低磨��L��打磨效果�?/span>
。�?/span>在刮涂与打磨完后�Q�需�{�待被打���后的腻子干燥,然后涂底漆。可以涂��P��或喷涂)一�?/span>F06�?酚醛底漆。在涂刷底漆时要�?/span>200��h��剂��a�E�释,�q�搅拌均匀�Q�对原子灰腻子则不需要涂底漆�?/span>
。�?/span>2�Q�第二道��d��的刮涂和打磨。第二道��d��的刮涂目的,仍是以填�q�低处�ؓ丅R��自制��a性腻子调制时要比�W�一道腻子��a性略大些�Q�刮涂厚度应���于�W�一道。若是局部补刮,则面�U�要略大于第一道。��^面用���刮刀�Q�圆弯处可用���皮刮刀。刮涂时应注意顺着汽�R造型水��^方向�Q�从叛_��左,从上��C���Q��ؓ减少涂刮接头�Q�刮涂时���可能拉长一些。原子灰刮涂施工要求用自制腻子�?/span>
。�?/span>�W�二道腻子的打磨�Q�一般采用湿���,�Ҏ����d��层的厚薄可选用120~180��h���U�。打���时用木块或���胶块衬�q�x��砂纸沾水�Q�对满刮��d��的打���以汽�R���线形方向�ؓ主,横向打磨为副�Q�来回幅度要长些。打���动作要均匀�q�稳�Q��ƈ�l�常用手摸纵横面的��^整性,要注意磨�q����子与旧漆交接处的�?/span>口子�?/span>�Q�同时对构�g边缘�D�余��d��用手衬砂�U�将其磨光滑�?/span>
。�?/span>打磨完后�{�腻子干燥后再涂底漆�Q�要求同�W�一道工序涂底漆。第三、四道工序主要是补缺�Q�此处略厅R�?/span>
4、喷涂技术及施工
。�?/span>�Q?/span>1�Q�喷涂技术简介:��h��是一��Ҏ��术性工作,�q�去汽�R��h��以色漆(白、蓝、黑、红�{�单色以及相兛_��色等�Q��ؓ主,相对来讲对修补漆的喷涂要求不高。然而随着金属闪光漆以及珠光漆的迅速增长,甚至�q�去比较���见的浅色金属闪光漆也越来越多。随着汽�R漆档�ơ的���来���豪华,汽�R修补漆的性能不断提高�Q�对��h��工的要求也提高了。例如对��h�����色金属漆的施工�E�_��性、色差等质量控制、都存在不同�E�度的难点,���其是它�?/span>�?/span>视角闪色效应�?/span>�Q�从正面、侧面观察其明度、色�总�及彩度等的不相同�Q�上比深色漆要敏感得多。所以在��h�����色金属闪光漆时�Q�更应该按照所采用的汽车修补漆的施工要求,严格地控制涂装条件及工艺�?/span>
。�?/span>��M���Q�汽车漆��h���Ӟ��不仅要认真选择所有的材料、施工工��P��而且�Ҏ��工环境(温度、湿度)的控制、冬夏季节稀释剂的选择以及��h��的调整等都必��认真对待,如果忽视��M��一个环节都可能造成��N��性的后果�?/span>
。�?/span>一般来��_��影响��h��质量的主要因素有�Q?/span>
。�?/span>1�Q�粘度。粘度是液体分子间相互作用、�ƈ由此产生�ȝ��分子间相对运动能力的量度�Q�也可以�U�其为液体流动阻力(内摩擦力�Q�。通常所说漆料的�E�与稠�Q�实际上���是指其�_�度的大���,溶剂、稀释剂及温度的变化�Ҏ��体流动性都有媄响。同��P��也正是流动性决定漆料的雑�质量、在构�g表面的流动性以及喷涂设备的�c�d���?/span>
。�?/span>制备漆料�Ӟ��要严格按照��a漆供应商提供的技术要求,用最适合修理���容车间的温度和条�g的稀释剂�Q�把�Ҏ���E�释至适当的粘度。否则,�_�度�q�高���会使表面粗�p�不匀�Q���生针孔和气孔�{�缺��P���_�度�q�低会造成挂流、失光,使漆膜不丰满。所以,车��n涂漆中应�Ҏ��技术要求调整粘度,�q�养成��用粘度计�q�行���试的习惯�?/span>
。�?/span>�E�释剂的用量应与温度无兟뀂温度较高时�Q�稀释后的漆料实际粘度可能稍低一些,但被从喷枪抵到构件表面时的过�E�中�Q�稀释剂挥发较快抉|��掉。结果��a漆抵达被涂构件表面时的粘度正好适合。相反,室温较低�Ӟ���E�释后的漆料粘度较高,但挥发慢�Q�抵达构件表面时�_�度正好�?/span>
。�?/span>国内�Ҏ��GB1723�?9《涂料粘度测定法》规定,常用�_�度计有�Q�涂1、涂4、落球粘度计�Q�计量单�?/span>“s�?/span>。在实际生��中,�?/span>4�_�度计��用较为广泛,它能用于���定�_�度�?/span>10~15s之间的各�U�涂料��品。而国外测试汽车漆�_�度的有���特杯和察恩杯两�U�,一般常用的是福�?/span>4��h���Q�是以铝合金或炮铜�R成内�?/span>100mL圆柱形,杯底为圆锥�Ş�Q�中心有一漏孔�Q�口径�ؓ4mm。测试原理和�Ҏ��与涂4�_�度计相��|�����是温度控制�?/span>20�?/span>�?/span>
。�?/span>2�Q�温度。汽车漆叶涂和干燥时的温度对漆面的光�z�媄响很大,�q�里既指叶漆室的温度�Q�也指构件的表面温度。把热漆��h��到冷构�g或把��h��喷到热构件上都会破坏���动性。稀释剂也应�Ҏ��天气的冷暖来选用�?/span>
。�?/span>3�Q�喷枪。要使喷漆获得��^整光滑、厚薄均匀、光照如镜的漆面�Q�除了涂料的品种质量的被��h��构�g的底层基���外,更重要的是有丰富的喷涂经验和正确的操作技术。在作用��h����h��操作�Ӟ��操作人员必须掌握好最基本的喷枪调整和基本的��用方法�?/span>
。�?/span>�Q?/span>2�Q�喷涂施工:在喷涂施工中�Q�最重要的应该是具备丰富的喷涂经验和正确的喷枪操作技术�?/span>
。�?/span>1�Q�喷枪的调整。雾形的好坏取决于漆滴�合得好坏�Q�漆料应该在构�g表面上�Ş成��^滑的中湿涂层�Q�不能出现流挂。如果做好以下三��基本的调整�Q�就可以在正常条件下获得合适的雑�Ş、漆膜湿度和气压�?/span>
。�?/span>A、气压调整。由于有摩擦�Q�空气从�q�燥�?/span>—�?/span>调压阀���到喗���枪时压力有所损失�Q�基差别取决于输气管的长度和直径。测量这一降压的方法是在��Y���接头和��h��之间接一个调压阀�Q�用来检查和控制��h��压力�?/span>
。�?/span>B、用雑�Ş控制阀控制雑�Ş的大���。把控制阀全拧�q�去可得到最���的圆�Ş��h���Q�把旋钮全拧出来得到的雾形最大。如�?/span>4-8所�C�,昄���出子旋钮从最里拧到最外的雑�Ş变化情况�?/span>
。�?/span>C用漆���控刉����Q�按选定雑�Ş调整漆流量。见�?/span>4-9�Q�显�C�Z��控制阀在拧出时漆流量增大,控制阀在拧�q�时���量减小的情景。在操作时应按具体要求进行调整。另外在操作时应注意�Q�最佛_��雑֎�力是指能获得理想的雾化程度、流速和��h��宽度的最���压力。压力太高会因飞漆而浪费大量��a漆,抵达构�g表面前溶剂挥发快��D�����动性差�Q�压力太低会因溶剂保留得多造成�q�燥性能差,漆膜�Ҏ����h��和流挂。气压值应随喷涂漆料的不同而不同�?/span>
。�?/span>2�Q�喷枪的使用�Ҏ��
。�?/span>A、掌握好��h��在移动过�E�中与被��h��件的角度。�ؓ了便于操作,操作人员应以一字步或丁字步部立�Q�在��h���U�d���q�程中,不论是横形的喷雾�q�是�U��Ş的喷雾,在上下或左右�U�d���Ӟ��均要保持��h��与工作表面成90度直角,�q�以与表面相同的距离和稳定一致的速度�U�d���Q�否则漆膜可能不均匀。绝不可由手腕或手肘作弧形的摆动�Q�否则被涂构件的漆雾���厚薄不匀�Q�厚处可能出�?/span>�?/span>���挂�?/span>�Q�薄处可能出�?/span>�?/span>露底�?/span>�Q�一部分漆雾在空气中���失。只有在���面�U�喷涂时才允许喷枪作扇�Ş摆动�Q�因�����时要求漆膜中间厚两边薄�?/span>
。�?/span>B、掌握喷枪嘴与被涂构件之间的距离。一般喷涂距���Mؓ20cm左右�Q�可按��a漆供应商提供的工艺条件操作)。如果距���d���q�,会因速度太高而��湿漆膜�v�?/span>桔皮�U?/span>�?/span>�?/span>�?/span>���挂�?/span>�Q�如果距���d���q�,�E�释剂挥发太多�Q�会形成砂状表面�Q�还会��飞漆增多。而正常的��h��距离应与��h��气压、喷枪的扇面调整大小以及涂料的种�cȝ��配合�?/span>
。�?/span>C、掌握好被喷涂气压。选择正确的喷涂气压与多种因素有关�Q�如涂料的种�c�,�E�释剂的种�c�(快、慢�Q�,�E�释后�_�度�{�。在��h��操作时尽量��液体物料雑��Q�同时又要求液体物料中所含溶剂尽可能���的蒸发。一般调节压0.35~0.5MPa�Q�或�q�行调试喯���定。要��L��严格遵守�Ҏ��厂商产品说明书所提供的施工参数的良好习惯�Q�以便达到理想的效果。合适的��h��气压能获得适当的喷雾、散发率和喷�q�的最低要求。压力过低可能会雑�不好�Q���a漆像雨淋一样喷涂到构�g的表面,�Ҏ��产生�?/span>���挂�?/span>�?/span>�?/span>针孔�?/span>�?/span>�?/span>��h���?/span>�{�现象。而压力过高可能会�q�度蒸发�Q�严重时形成所谓干��L��象�?/span>
。�?/span>D、掌握好雑�Ş。喷涂前必须在遮盖纸上测量雾形,�q�一点很重要�Q�是对喷枪的距离、气压的�l�合性的���定。试验时喷嘴与墙面相距约手掌打开时一手宽�Q�把��x��扛_��底再立刻攑ּ��Q�喷出的漆会在试�U怸�留下�l�长形状的印�q�V��然后测试雾形内�Ҏ��分布的均匀性。放松气帽卡环,拧动气帽�Q���气帽角处在垂直上下的位置�Q�这时气帽��生的雑�Ş是水�q�x��向。再�ơ喷涂,�q�次一直扳住扳机,直到漆液开始往下流�Q�此为��没雾形)。检查各�D�|��挂的长度�Q�如果各��调整正���,各段���挂的长度近似相�{�(见图4-10a�Q�;如果��h��太宽或气压太低,���挂呈分开形状�Q�见�?/span>4-10b�Q�,可把雑�Ş控制阀拧紧半圈�Q�或把气压提�?/span>34.5KPa�Q�交替进行这两项调试�Q�直到流挂长度均匀�Q�如果流挂中间长两边短(见图4-10C�Q�,则是因喷出的漆太多,应把控漆阀拧是紧,直到���挂长度均匀�?/span>
。�?/span>E、掌握好��h���U�d��的速度。喷枪的�U�d��速度与涂料干燥速度、环境温度、涂料的�_�度有关。行旉���度�U��ؓ0.3m/s。移动速度�q�快�Q�会使漆膜粗�p�无光,漆膜�����^性差�Q�移动过慢,会��漆膜�q�厚发生���泪。所以速度必须一��_��否则漆膜厚薄不匀。喷涂过�E�中�l�对不能让喷枪停住不赎ͼ�否则会��生流挂。��用干燥较慢的涂料�Q�可适当提高�U�d��速度�?/span>0.4~0.8m/s�?/span>
。�?/span>F、掌握好��h���Ҏ��、�\�Uѝ��喷涂方法有�U�行重叠法、横行重叠法和纵横交替喷涂法。喷涂�\�U�应从高��C��、从左到叻I��从上��C��、先里后外顺序进行。应按计划好的行�E�稳定地�U�d����h���Q�在抵达单方向行�E�的�l�点时放开��x���Q�然后再��x��机,开始相反方向仍按原�U�喷涂。在行程�l�点关闭��h��可以避免出现���挂�Q��ƈ把飞漆减���到最低。难喷部位,如拐角或边缘要先��P��要正对被��h��部位�Q�这��h��角或边缘的两边各得到一半喷漆。喷枪距���要比正常距���近2.5~50.cm�Q�所有边�~�和拐角都好后再��h���q����面。对竖直面板通常从板的最上端开始,喷嘴与上边缘�q�齐。喷枪第二次单方向移动的行程与第一�ơ相反,喷嘴与第一�ơ行�E�的下边�~���^齐,雑�Ş的上半部与第一�ơ雾形的下半部重叠,重叠�q�度应第二层与上一层重叠约1/3�?/span>1/2�Q�图4-11�Q�。下半部��h��在未��h���q�的区域。应一直与前次��h��部分�?/span>�?/span>湿边�?/span>��h���Q�开始喷涂的搭接处选择行合适,可避免出现双涂层和流挂。各涂层之间要留出几分钟的闪�q�时间�?/span>
。�?/span>3�Q�喷涂常见的漆面�~�陷
。�?/span>A、倾斜。主要是�׃����h��与被��h��表面不呈垂直�Q�这样因倾斜造成漆膜厚度不均匀�Q�飞漆过多,出现砂状和桔皮�?/span>
。�?/span>B、走弧线。喷枪移动�\�U�与被喷涂表面不是��^行,而是两端��h��距离较远�Q�中间却距离较近�Q�结果也是��漆膜厚度不均匀�Q�飞漆过多,也出现砂状和桔皮现象�?/span>
。�?/span>C、移动速度不当。太快时�Ҏ��不能均匀覆盖表面�Q�太慢则�Ҏ��出南���挂�?/span>
。�?/span>D、重叠不当。行�E�重叠不当,�l�果使漆膜厚度不匀�Q�色调不一�Q�出现流挂�?/span>
。�?/span>E、过量喷涂。每一行程开始或�l�束�Ӟ��不能很好地控制扳机,�l�果��D��或是开始时��x���q�早�Q�或是行�E�结束时��x���q�晚�Q�以致行�E�开始或�l�束时��生许多飞漆,�q����Ҏ��堆积�q�厚�?/span>
。�?/span>F、覆盖不当。喷涂到构�g边缘时不能准���地控制��x���Q�或行程开始时��x��晚了�Q�或行程�l�束覆盖范围不适合�Q�造成漆膜厚薄不均匀�?/span>
。�?/span>以上各项漆面�~�陷�Q�只要掌握操作要领,�l�过不断实践是容易克服的�?/span>
。�?/span>4�Q�喷枪的故障排除
。�?/span>A、喷枪漏气:��h��漏气的故障排除见�?/span>4-11�?/span>
�?/span>4-11 ��h��漏气的故障排�?/span>
�?/span>子核 �?/span> | �?/span>�?/span> �?/span>�{?/span> |
�I�气阀或阈座被污物堵塞 | 清洗 |
�I�气阀或阀座损�?/span> | 修理或更�?/span> |
�I�气阀弹簧断裂 | 更换 |
后��损太松 | 拧紧垫��或更换密��?/span> |
�剙���~�润滑��a | 加轻润滑�?/span> |
�剙��弯曲 | 更换 |
压盖螺母太紧 | 村ּ�一点,在填料上加��a |
密封损坏或没�?/span> | 更换 |
。�?/span>B、漆液泄漏:漆液泄漏的故障排除见�?/span>4-12�?/span>
�?/span>4-12 漆液泄漏的故障排�?/span>
�?/span>子核�?/span> | �?/span>联。�?/span>�{?/span> |
前垫座磨损,喷嘴端部���损或裂�U?/span> | 拧紧喷嘴�Q�更换有裂纹的喷�?/span> |
�剙��或喷嘴损坏�ə剙��无法��C�� | 修理或更�?/span> |
喷嘴堵塞�Q�顶针封闭不�?/span> | 取下喷头清洗 |
螺母太紧 | 村ּ�一�?/span> |
压紧螺母村֊� | 拧紧螺母 |
�剙��弹簧断裂 | 更换 |
垫圈损坏 | 更换 |
�剙��填料�q���a | 注��a�Q�然后拧紧螺�?/span> |
。�?/span>C、雾束顶部或底部太大�Q�雾束顶部或底部太大的故障排除见�?/span>4-13�?/span>
�?/span>4-13 雾束�剙��或底部太大的故障排除
�?/span>子核�?/span> | �?/span>联。�?/span>�{?/span> |
漆料喷嘴��或底部堵塞 | 清洗 |
�I�帽或漆料喷嘴被污染 | 清洗 |
犄角气孔部分堵塞 | 清洗 |
。�?/span>D、雾束不�E�I��时大时小�Q�雾束不�E�뀁时大时���故障的排除见表4-14�?/span>
�?/span>4-14 雾束不稳、时大时���的故障排除
�?/span>子核�?/span> | �?/span>联。�?/span>�{?/span> |
出漆孔堵�?/span> | 清洗 |
��h��中涂料不�?/span> | 加��涂料 |
��h��倾斜角度太大 | 增加��h��中的涂料 |
��h��上空气出口被�?/span> | 清洗 |
�q�接��h��或压料罐的管道破裂或安装不紧 | 紧固所有接��_��更换损坏���道 |
喷嘴村֊�或喷嘴��损坏 | 拧紧喷嘴或更换喷嘴�� |
涂料�_�度太大 | �E�释涂料,或改用压送式 |
��h��与枪体间联接螺母村֊�、污染或损坏 | 拧紧、清�z�或更换 |
填料�~���a或顶针螺母松�?/span> | 加轻润滑沏V��拧�?/span> |
�I�气压力�q�低、漏�?/span> | 提高�I�气压力�Q�修理漏气处 |
钉塞密封漏气 | 旋紧密封螺钉�Q���密封垫压�~�,补偿���损 |
。�?/span>E、雾束集中:雾束集中故障的排除见�?/span>4-15所�C��?/span>
�?/span>4-15 雾束集中的故障排�?/span>
�?/span>子核�?/span> | �?/span>联。�?/span>�{?/span> |
�Ҏ���q�而言�Q�供漆量太大 | 减少供漆量,���雾束控刉���开大些 |
对压送式��h���Q�空气帽选小�?/span> | 换大一�?/span> |
对于压送式��h���Q�空气压力太��?/span> | 增加�I�气帽中雑��I�气压力 |
喷嘴���寸太大 | 更换���寸���些�?/span> |
。�?/span>F、雾束分散:雾束分散的故障排除见�?/span>4-16所�C��?/span>
�?/span>4-16 雾束分散的故障排�?/span>
�?/span>子核�?/span> | �?/span>联。�?/span>�{?/span> |
对于扇幅而言�Q�供漆量太小 | 增加供漆量或减小一些扇�q?/span> |
对压送式��h���Q�雾化压力太高,供漆量不��?/span> | 增加些压料的压力�Q�同旉���低雾化压�?/span> |
喷嘴���寸太小 | 更换���寸大些�?/span> |
。�?/span>G、漆雾无圆�Ş雄����Q�漆雾无圆�Ş雄���现象的故障排除见�?/span>4-17所�C��?/span>
�?/span>4-17 漆雾无圆形雾状的故障排除
�?/span>子核�?/span> | �?/span>联。�?/span>�{?/span> |
气流喷嘴和喷嘴的安装密封面积有余漆,�?/span> 响扇形和圆�Ş雄���气�\匀�?/span> | ���查气���喷嘴和喷嘴密封面,消除异物 |
喷嘴与枪体密���面扇�Ş雄���气�\和圆形雾�?/span> 气�\�H��?/span> | ���查喷嘴与枪体密封面,使扇形气路与圆�Ş雄����?/span> 路各自隔�l�密�?/span> |
。�?/span>H、雾不偏��x��偏左�Q�雾束偏��x��偏左现象的故障排除见�?/span>4-18所�C��?/span>
�?/span>4-18 雾束偏右或偏左的故障排除
�?/span>子核�?/span> | �?/span>联。�?/span>�{?/span> |
犄角双���或左辚w��分堵�?/span> | 清洗 |
漆料喷嘴双���或左边被污染 | 清洗 |
。�?/span>5�Q�喷枪的�l�护保养
。�?/span>A、空气帽的清�z�。把�I�气帽从��h��上拆下来�Q�浸泡在清洁的稀释剂里,用圆头牙�{�或其他毛刷�z�刷气孔�Q�绝对不能用金属丝捅�q�些�_�֯����孔�Q�,再用压羃�I�气吹干。清�z�后�Q�要反空气帽在喷枪上装配好,试喷、观察雾束分布情况,军_��是否�q�需要再�ơ清�z��?/span>
。�?/span>B、虹吸式��h��和喷杯的清洗。对虹吸式喷枪,清洗首先取下漆杯�Q�但不取下输漆管�Q�仍留在杯里�Q�再把气帽打�?/span>2~3圈。用布把气帽盖住�Q�扳动扳机,让枪中残留的漆液���回到漆杯内。再拧紧气帽�Q�把漆杯中的漆倒回原容器。用�E�释剂和细软毛��h���z�漆杯和杯盖�Q�最后用蘸有清洁�E�释剂的抹布将杯擦拭干净。然后将清洁的稀释剂倒入��h��内(�U?/span>1/3左右�Q�,用喷��L��释剂以清�z�漆液管�Q�最后用抹布蘸清�z�的�E�释剂���喷枪外部擦拭干净�?/span>
。�?/span>C、压送式��h��的清�z�。对于压送式��h���Q�先关闭�Ҏ���|�的压羃�I�气�Q�从泄压阀或调压阀泄压�Q�然后拧松气�?/span>2~3圈,用布把气帽盖住。扳动扳机,让涂料由软管回到漆罐内。清�z���a漆罐�q�加一些稀释剂在��a漆罐内,把��a漆罐再安装好�Q�打开所有的�I�气阀�Q�扣动扳机,使溶剂通过软管���动�Q�以辑ֈ�清洁软管的目的,通过压羃�I�气10~15min�Q�将软管吹干。随后清�z�喷枪和�I�气帽(同空气帽和虹吸喷枪的清洗�Ҏ���Q�,最后再�ơ清�z���a漆罐�?/span>
。�?/span>D、喷枪的注��a。每�ơ��用喷枪后�Q�都要注几滴��L��械润滑��a�Q�将��h��各部位的零�g润滑。润滑时要特别小心,不要润滑�q�量�Q�多余的润滑油可能会溢到�Ҏ��通�\上,混入漆中�Q�破坏漆面。如果每天都要��用喷枪,则要在有弹簧的部位(如控制漆料的�剙��弹簧和空气阀的弹���)加一些轻润滑脂�?/span>
一�?/span> 螺柱�?/span>
1、螺��q��
���螺柱或�c�M��的其他紧��Z�g通过电弧熔化金属的途径焊于工�g上的�Ҏ���l�称螺柱焊,螺柱焊也是电弧焊中的一�U?/span>.
2、焊接原理和�q�程
首先让焊枪里的螺柱(钉子�Q?/span>接触工�g�Q�焊接时,按钮�?/span>�?/span>,螺柱被焊枪里的机构提��P��造成螺柱与工件之间��生电弧,���工件表面熔化�Ş成熔池,然后螺柱在弹���压力作用下落下来,沑֜�工�g上,形成牢固的焊接接头�?/span>完成焊接�q�程�?/span>



3、螺��q��的分�c?/p>
电弧螺柱焊、电�Ҏ��电螺��q��(电容储能螺柱�?两种基本的方法�?/p>
两者的主要区别是焊接电源和燃弧旉���长短不同�Q�前者由弧焊甉|��供电�Q�燃弧时间约0.1~1s;后者由电容储能甉|��供电,燃烧旉���非常短约1~15ms.此外�Q�电弧螺��q���怋�用焊剂(焊铝时��用保护气体)和陶质套圈,而电�Ҏ��电螺��q��因燃烧时间短�Q�不需焊剂和外加保护。焊接时不需要填充金属�?/p>
电容储能螺柱焊:�Ҏ��其引弧方式的不同�Q�有预接触式、预留间隙式和拉弧式三种焊接�Ҏ��。大部分��L��厂多用拉弧式焊接�Ҏ���?/p>
焊接�Ӟ��先将螺柱在工件上定位�q���之接触,按动焊枪开养I��接通焊接回路和焊枪体内的电���线圈;�U�圈起作用就把螺柱拉���d���Ӟ��使它们之间引燃小甉|��电弧�Q�当提升�U�圈断电�Ӟ��电容器通过电弧攄����Q�大甉|�����螺柱和工�g待焊面熔化,螺柱在弹���或汽��力的作用下返回向工�g�U�d���Q�当螺柱插入工�g时电弧熄灭,完成焊接�?/p>
此法的特征是�Q�接触后拉�v引弧�Q�再电容攄���完成��d��焊接�?/p>
拉弧式电�Ҏ��电螺��q��的螺柱待焊端不需���凸�?预接触式电容攄���螺柱焊和预留间隙式电�Ҏ��电螺��q��都要设计���凸�?�Q�但需加工成锥形或略呈球面。由于电�Ҏ��电螺��q��是在几毫�U�内完成的,一般可在没有保护和焊剂情况下,获得满意的焊接接头�?/p>
�W�二�?/strong>
螺柱焊工��Z��讑֤�
1、电�Ҏ��电螺��q��焊接工艺参数
电容攄���螺柱焊焊接质量取决于焊接能量�Q�该能量��q��接时的放�는����和攄���旉���军_���?�q�一点一定要注意,很多时候工��Z�h员将甉|��能量选小,而媄响焊接质�?�?/p>
焊接能量E=1/2CU
E—能量(J�Q�,C—电容(F�Q�,U—电压(V�Q?/p>
而放�는����随充电电压而变�Q�充�는�压越�?攄���甉|�����大,攄���旉�����p��备本�w�给定�?/p>
电容攄���螺柱焊是�Ҏ��螺柱材质、直径和所选定的螺��q��焊接�Ҏ�����定工艺要求�Q�从而确定充�는�压倹{�?/p>
螺柱直径���大�Q�需要的攄���甉|��亦越大,则所需的充�는�压值就���大。当螺柱材质与直径相同时�Q�用不同的焊接方法所需的放�는����也不同�?/p>
螺柱焊的主要参数有:螺柱提升高度、螺柱外伔R��度、(套圈夹头的同轴度�Q�、焊接电���、引弧电压、引弧时间、电弧电压(焊接电压�Q�、焊接时间和插入速度�{��?/p>
焊接旉���-从焊接主甉|��导通到焊接电弧电压�?V所需的时间焊接时间是影响焊接质量的关键因素之一�Q�由于Emhart控制器对焊接旉���的控制是通过电弧电压的反馈信可���加以控�Ӟ��所以焊头的工作状态非帔R��要。在生��q�程中,焊接旉���常因下落旉����Q�drop time�Q�的变长而相应增�ѝ��焊接时间超出焊接规范,��D��焊接质量的下降、出现焊�Iѝ��螺��q��法兰�q�渡熔化�{��?/p>
出现以上情况�Q�主要有4个方面的原因�Q?/p>
①夹头位�|�不对而导致提升距���d���ѝ�?/p>
②支撑弹���超出疲��x��限�?/p>
③焊头污染,其滑板滑动不畅�?/p>
④反馈线接触不好或与接地�U�的�q�接断�\�?/p>
2、工�����点:
1�Q�电源的定w��应��以满���x��需焊接的螺��p��根{�?/p>
2�Q�焊接表面不应有�~�陷或过分粗�p�,而且应清�z�,无过多的�Ҏ��、润滑脂�Q�液�Q�,同时应无锈和氧化皮�?/p>
3�Q�安放螺柱及操作焊枪�Ӟ��必须使螺��p�u�U�垂直工件表面,�q�是保证接头完全熔合的关键,焊接时焊枪不能晃动�?/span>
4�Q�螺��q��的焊接时间对质量的媄响很�?/span>�?/span>
5�Q�螺��q��焊接普通碳钢时应采用直���正接,焊接有色金属时则采用直流反接.
3、焊接操作要�?/p>
�Q?�Q�焊件表面清�?/p>
螺柱焊端和母材表面应��h��清洁表面�Q�无漆层、无轧鳞和��a水污垢等。但允许有少量的锈迹�?/p>
�Q?�Q�定�?/p>
�Ҏ��螺柱的用途和要求的定位方法,�_�ֺ�要求很高�Ӟ��要采用具有特�D�定位模型的夹具�?/p>
�Q?�Q�操�?/p>
钢螺��q��采用直流正接�Q�铝及其合金螺柱采用直流反接�Q�调节好焊枪的提升量、螺��p��出套�{�的外��长度、焊接电���和燃弧旉���。螺��q��的操作简单易�?焊接�Ӟ��应保持焊枪与工�g表面垂直�Q�施焊过�E�中不能�U�d��或摇晃焊枪。焊后不能立��x��枪,以防拔�v螺柱�Q�脱焊)�?/p>
螺柱焊设�?/p>
电弧螺柱焊机:以弧焊整���器作�ؓ甉|���q�行焊接�?/p>
电容攄���螺柱焊机:以电容器贮存的能量瞬间放电而进行焊接�?/p>


对于螺柱焊的镀层钢�?/p>
1、对电镀锌钢�ѝ��它在焊接时形成大量的锌烟雾和蒸�?/span>的�合物。如果焊接时间太短,气化的锌��׃��在螺��q��化区内�Ş成气孔。当镀锌层厚度�?μm�Ӟ��优先选用的是直接接触储能式螺��q���?/span>
2、对于热镀锌的薄板与涂层厚度均匀的镀锌钢板相反,在热镀锌钢板表面上�q�行螺柱焊就比较难掌握。其镀层厚度在.5-25μm.当螺��q��径在6 mm以下时也可以采用直接接触储能式螺��q��.但是要考虑螺柱焊头质量会有较大的不�E�_��性�?/p>
�W�一阶段
当螺�׃��工�g接触�Ӟ��SOW�Q�,初始甉|��值约�?0A�Q�电压�ؓ0V。初始电���的存在�Q�一斚w��可激�zȝ��接处的被焊金属表面,以便��利起弧�Q�另一斚w��为控制器反馈所诊断到的信息�Q�见�?�Q�。在实际的生产过�E�中�Q�由于焊接板材的形状原因�Q�或与�R体尺寸的配合原因�Q�在机器人焊接时�Q�有时会出现螺柱与�R�w�接触困难,同时如果车体钢板强度偏��Y�Q�也会媄响焊接的质量。这���需要在工装夹具上做相应的调��_��增强被焊处钢板的刚度�Q�从而保证该阶段的可靠和�E�_���?/p>
�W�二阶段
紧接着焊枪中的提升�U�圈得到70V�Q�DC�Q�的电压�Q�线圈动作,���螺柱提升到�Q?.045�?1.2mm�Q�,已被�Ȁ�zȝ��金属表面在电压作用下由此而��生拉弧,�׃��提升高度一定,电弧电压最�l�约�?4V(DC)。该电压为维弧电压,��Z��电弧的顺利导入创造了条�g�Q�如�?所�C?/p>
�W�三阶段
�ȝ��接电���导通,在电弧的作用下,被焊接处熔化成焊接熔池,�׃��提升高度相同�Q�电弧电压保持不变(见图3�Q��?/p>
�W�四阶段
提升�U�圈失掉电压�Q�螺�׃��降,下落到焊接熔池中�Q�下落时间�ؓ12ms。从而完成整个焊接过�E�(见图4�Q��?/p>


1�Q�、焊接电源和控制部分
焊接甉|��
电弧螺柱焊机焊接甉|��一般�ؓ晉������控制的或逆变式的弧焊整流器。逆变式的弧焊整流器体�U�小、重量轻、动�Ҏ��好�Q�无疑是焊机的首选,但受大功率器件的限制�Q�所以目前大定w��的焊�����是以晉������控制的弧焊整流器�ؓ丅R�?/p>
电容攄���螺柱焊焊机的甉|��主要由储能的电容器组和�ؓ电容器充�늚�装置�l�成�Q�控刉���分的控制���它��h��存储、输出数据的功能。螺��q��机的所有参数都是由它来控制的。在它的前方有一个接入口�Q�通过它的外接数据�~�程器可以对所需要的参数�q�行讑֮��Q�按要求输出焊接甉|���Q�以辑ֈ�所需要的焊接效果�?/p>
2�Q�、送料器部�?/p>
送料器主要由一个送料甉|��和一�D�轨道组成。送料甉|��首先���送料盒里的螺钉翻动,使它落到轨道上,完成��d��自动装料�q�程�?/p>
3�Q�、工作部�?/p>
工作部分主要由送钉���和焊枪�l�成。螺钉落到轨道上后由气体推动�q�入送钉���,再由送钉���进入焊枪下部,然后��q��枪里的气�~�动作将钉子推向焊枪的前端。完成�Q务整个送料�q�程。焊枪分为半自动和自动按工作路线来分也分��Z��条�\�U�,气�\和电�?/p>
气�\
首先是管路里的高压气体通过软管�q�入附在送料器上的三联�g中的�Ҏ��分离器中�Q�过滤高压空气中的杂质,然后�l�过气动三联件中的调压阀�Q�根据需要调节气压的大小�Q�气压≥0.6Mpa�Q�然后进入送钉���后�Q�再�q�入焊枪气��里,见图�?/p>
螺柱的设�?/p>
1�?一般电�Ҏ��电螺柱是在冷冲压���水�U�上制成�Q��ƈ且其法兰与螺��q��径相比大1.5-2.0mm。用�q�个法兰是�ؓ了扩大焊接面。由于焊接时间短以至于焊接处的缺��L��常占30%-40%法兰�q�面。但是螺��q��强度能达到。螺�׃��工�g是搭接的�Q�焊接时的电弧不是圆柱�Ş。螺柱带法兰与工件焊接,�q�样焊接�l�果是较均匀的�?/p>
2、螺�׃��几乎可以是�Q何�Ş�?/span>,如圆柱�Ş(带螺�UҎ��不带螺纹)、方形、矩形、锥形、开槽的冲压�Ӟ��但它必须�?/span>合装夹,而且焊接端必���L��圆�Ş的。螺��q��直径范围�?/span>1.6~13mm,但多�?/span>3~10mm范围内�?/span>
3、拉弧式电容攄���螺柱焊用的螺��q��端不需设计成尖��或凸台�Q�但需加工成锥形或略成球面形,�q�样电弧能在弧柱中心部位引燃。其底部也设计成带肩�Q�凸�~�)的�Ş状。与电弧螺柱焊相比,电容攄���螺柱焊的螺柱熔耗量很小�Q�通常�?.2~0.4mm范围。熔化��生的�~�短量几乎可以忽略不计�?/p>
螺柱焊缺陷和����?br/>
螺柱焊常见的焊接�~�陷分�ؓ�Q?br/>
外观�~�陷:外观�~�陷主要有焊瘤过高、螺柱倾斜和螺栓过�?/p>
内部�~�陷,:内部�~�陷主要是弱焊或虚焊�?/p>
如焊瘤过高超�q�预留线,造成在拧螺母时螺母倾斜、扭矩不够、不能固定工件和产生�U�束固定卡松��q��现象。��生的原因可能是焊枪的弹簧压力�q�大或焊接能量太大,此时要注意查看引弧时��_��引弧甉|��、电弧电压等�?/p>
螺柱倾斜会造成螺母和线束无法拧入。��生的原因是焊接时焊枪没有垂直工�g。弱焊或虚焊产生的原因是焊接时螺钉未插入和焊枪提赯���早�?/p>
质量���查的�Ҏ���?
1、目视检��?对于T形螺柱、带法兰的螺柱,其焊接质量可以通过目视������螺柱底端焊�~�外观�Ş状来判断焊接的质量,如图5-所�C��?/p>

图a所�C�是一个合格的螺柱焊缝�Q�其角焊�~�均匀�Q�成形连�l�且熔合好�?/p>
�?b所�C�Zؓ虚焊�Q�表明螺柱没有完全插入熔池。这�U�情况应���查夹头的位置是否正确�Q�焊枪的��杆弹簧是否���出疲劳强度、焊头滑动是否自如和提枪�q�早�?/p>
�?c所�C����明焊接热量不���뀂解决的途径是检查夹头与防飞溅套的位�|�是否等�?.2mm�Q�是否所有导�U�接点可靠,以确保电���的��利导通,同时可根据情况增加焊接电���或焊接旉����?/p>
�?d所�C����明热量过高。在���保夹头位置正确的前提下�Q�可降低焊接甉|��或焊接时间�?/p>
�?e所�C����明螺柱倾斜�Q�只有局部的焊缝。通过矫正焊枪位置�Q���其与焊接表面垂直卛_��解决�?/p>
�?f所�C����明接头一侧焊�~�堆�U�而另一侧没有焊�~�。这是由于电弧偏�Ҏ����_��可通过改变接地方式和位�|�来解决�?/p>
弯矩�����?/p>
��L��厂采用专用的���力工具对`螺柱�q�行������。该专用工具如下图所�C�,在检���螺柱前�Q�先按不同螺��q�����寸调整好工��P��������时手柄摆动角度�?0~15���Q�如果螺柱在������时无断裂和焊缝开裂,该螺�׃ؓ合格�?/p>


�W�四�?/strong>
螺柱焊方法的选择与应�?/strong>
一、螺��q���Ҏ��的选择
��Z��正确地选择和��用螺��q��,必须考虑�q�种工艺�Ҏ��的基本特点和它的适用范围.
1.各种螺柱焊焊接方法的区别,见表

2、螺��q��的优点和局限�?/p>
�Q?�Q�优�?/p>
1�Q�焊接时间短�Q�不需要填充金属,生��率高�Q�热输入���,焊缝金属和热影响区窄���,焊接变�Ş极小�?/p>
2�Q�只需单面焊。安装紧��Z�g�Ӟ��不必��d���Q�攻螺纹和铆接�?/p>
3�Q�电�Ҏ��电螺��q��可焊接小螺柱和薄母材�Q�可焊异�U�金属。也可把螺柱焊到有金属涂层的母材上,因电�Ҏ���는�弧有�ȝ���Ҏ��能���金属涂层(如电镀层、镀锌层�{�)排出接头之外�?/p>
4�Q�对焊�g表面清理要求不高。若有电�Ҏ��电螺��q��焊接非铁金属和不锈钢�{�,不必用Ar气保护或焊剂�Q�节�U�成本�?/p>
�Q?�Q�局限�?/p>
1�Q�螺��q��的�Ş状和���寸受到焊枪�Ҏ��和电源容量限�Ӟ��螺柱底端���寸受到母材厚度的限制�?/p>
2�Q�预接触式或预留间隙式电�Ҏ��电螺��q��的螺柱,其待焊端需加工��Z��格的凸台或尖��用于引弧,而且螺柱的直径一般限�?.610mm范围内,���出此范��_��无论是螺��q��制备和焊接,都变得不�l�济�?/p>]]>